
咨询辅导服务热线:
021-3111 3585

统计过程控制(SPC)理解和运用培训- 2天
两天课程 以分析过程变差着手,以基本的统计概念为先导,介绍统计过程控制的原理和实践;使学员认识为何SPC是持续改进的工具和SPC在过程控制中的作用。对于第一版的基本控制图和第二版中新增的各种特殊控制图,以实际实践讲解其应用环境,应用步骤及其原理。讲解如何使用统计软件(Excel,Minitab等)进行SPC分析,以使学员尽快将SPC运用到日常工作实践中。
| 参加人员: 项目经理,设计、质量,工艺、设备和制造工程师,质量检验员,质量体系、供应商管理人员。直接负责准备PPAP的人员或APQP小组成员。 | 培训教材: 每位参加人员将获得一套培训手册,小组练习及案例精选。 |
- 我们注重理论的同时,更是通过大量的实例讲解和练习,使学员理解各种控制图的应用;关注如何来阅读SPC图上的信息并作出反应。
|
|
- 具备基本的电脑操作,基本质量管理体系、先期产品策划知识和过程控制理论,以及基本的产品生产过程知识。建议参加培训人员应至少包括以下人员:设计工程师,质量工程师,产品工程师,工艺工程师、设备工程师、供应商工程师以及现场检验和测量人员等。
- 理解SPC的基本原理和实践方法;
- 了解过程变差及其评价方法,开展过程能力的评估;
- 掌握基础的统计概念和SPC的基本步骤;
- 建立均值、极差图和均值、标准差图,并能对控制图作解释;
- 了解过程改进循环和过程控制过程的各阶段运用控制图的流程;
- 掌握新版中各类特殊控制图的应用环境及应用方法;
- 掌握新版中提出的过程能力分析方法;
- 掌握运用软件(Excel、Minitab)进行SPC运用。
- 了解对于过程度量的有关定义。
实际案例讲解
通过企业中过程控制的实例案例讲解,来说明SPC的原理、运用步骤、注意事项;
小组练习
– 通过小组练习来提高对培训内容的了解,掌握SPC的具体要求以及在过程控制中的应用。
软件操作
– 通过软件(Excel、Minitab等)操作演示来说明如何用软件进行SPC分析。
培训评估:
– 培训评估考虑出勤率及课堂讨论的参与积极性,并包括以下方面:
- 课堂上积极有意义的提问。
- 知识的探讨和分享
- 积极参与小组练习
评分练习
– 通过评分练习来了解培训的实际效果,形式为SPC的理解应用练习。
最终评估
– 通过最终评估了解培训的整体效果,并策划改进方案
- 1. SPC运用的步骤是什么,如何在公司中推行SPC?
- 2. 过程控制的基础概念(普遍原因VS特殊原因,局部措施VS系统措施,过度调整等)?
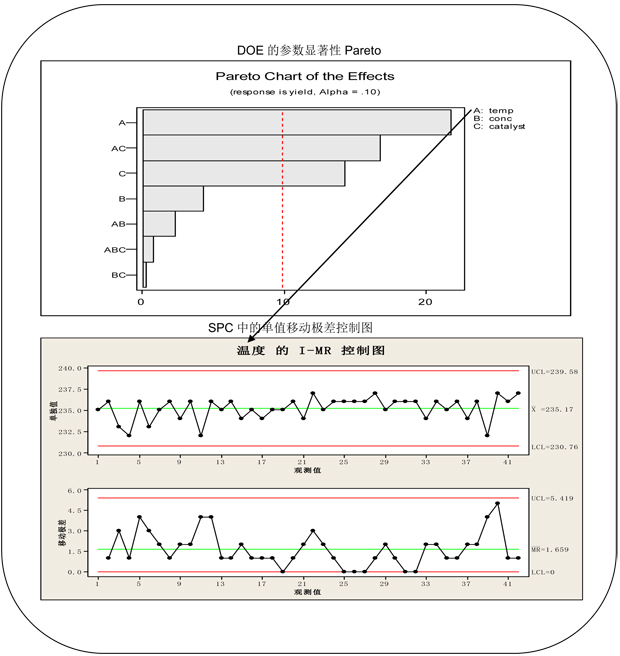
- 3. 如何确定控制的变量,SPC与DOE等其他工具的关系是什么?讲师不仅对SPC精通,对其他质量管理工具也非常了解。这样就可以很好地让学员理解SPC与其他工具(如DOE、APQP、MSA、FMEA等)之间的关系。例如通过DOE寻找关健控制参数,运用SPC控制这些参数。
- 4.有很多控制图,如何选择,何种情况下使用哪种控制图?包括第二版新增的控制图(预控图、标准化控制图、计数型标准化控制图、检测小位移的控制图如CUSUM控制图和EWMA控制图等),这些控制图运用在什么场合?各自的作用是什么?
- 5、测量系统对SPC数据的重要性是不言而喻的,可是,测量系统的变差是如何影响数据从而进一步影响SPC分析结果的?这种影响程度可以量化吗?如%GRR对CPK影响程度是否可以进行量化?
- 6、控制图是统计过程控制的一种工具,控制图有哪些优点?除控制图之外,常见的其他图形分析方法(如推移图、箱形图、散布图等)与控制图的作用和使用场所分别有什么不同?
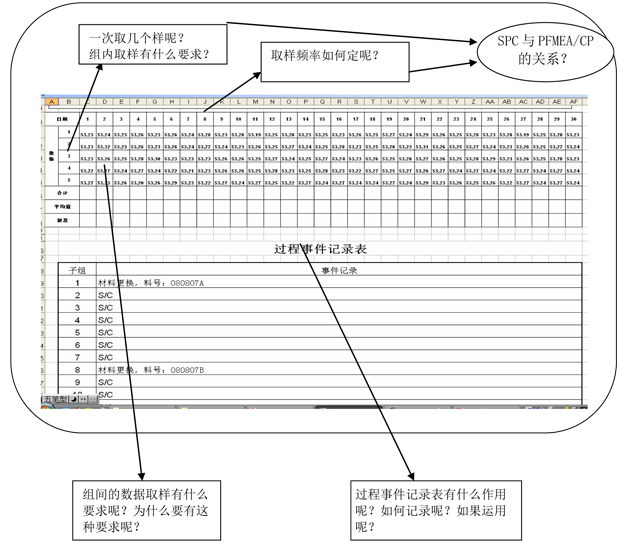
- 7、如何进行抽样,抽样数量、抽样步骤、样本组数、数据如何分组?这些与FMEA、控制计划CP有关系吗?如果建立和运用他们之间的联系?
- 8、 如何运用软件(Excel,Minitab等)来制作控制图?
- 9、 控制图的控制限(UCL,LCL)与公差(USL,LSL)的区别是什么?
- 10、过程能力如何度量?过程能力指数(CPK)和过程性能指数(PPK)分别的含义是什么?如何计算?如何分析?如何提高?设备能力指数CMK如何分析?
- 11、计数型控制图(P图、NP图、U图、C图)如何制作?
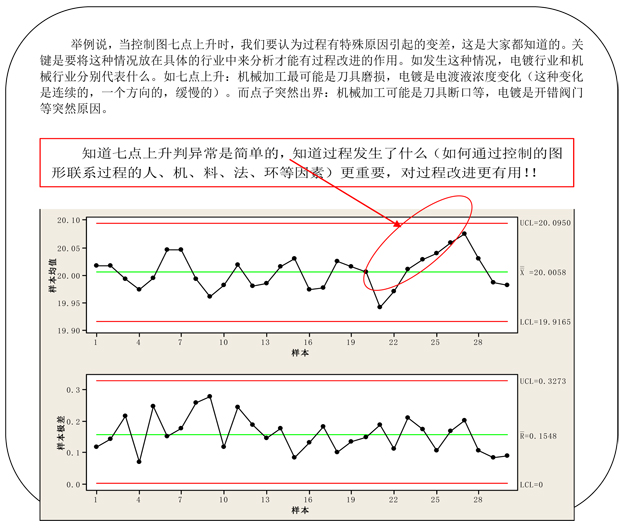
- 12、讲师不仅对SPC理论精通,而且有丰富的现场质量管理经验。这样,我们不但告诉学员何种情况下控制图要判异常,而且控制图的这种异常在您所在的行业产品生产过程中发生了什么?
亚优SPC课程培训将给以下问题提供解答:
日程 | 题目 | 培训内容 | 开始 | 结束 | 培训时长 |
Day 1 | 第一章 | 总体和样本 | 8:30 | 9:30 | 1:00 |
数据分析方法、直方图 | |||||
正态分布及性质 | |||||
常用统计量:均值、中位数、极差、 标准差、移动极差 | |||||
第二章 | 预防和探测 | 9:30 | 12:00 | 2:30 | |
过程控制系统 | |||||
变差的普通原因和特殊原因 | |||||
局部措施和对系统采取措施(过度调 整和戴明漏斗试验) | |||||
过程控制和过程能力 | |||||
过程改进循环和过程控制 | |||||
控制图:过程控制和改进的工具 | |||||
控制图的有效使用和益处 | |||||
Lunch Break(午餐) |
| 12:00 | 13:00 | 1:00 | |
第三章 | 控制图运用步骤 | 13:00 | 14:30 | 1:30 | |
定义过程 | |||||
确定作图的特性 | |||||
选择控制图 | |||||
测量系统分析 | |||||
决定抽样方式 | |||||
第四章 计量型控制图 | 平均值极差控制图 | 14:30 | 16:30 | 2:00 | |
Day 2 | 第四章 | 平均值极差控制图(续) | 8:30 | 10:30 | 2:00 |
平均值标准差控制图 | |||||
中位数极差控制图 | |||||
单值移动极差控制图 | |||||
第二版 | 预控图 | 10:30 | 12:00 | 1:30 | |
标准化控制图 | |||||
计数型标准化控制图 | |||||
检测小位移的控制图 | |||||
CUSUM控制图 | |||||
EWMA控制图 | |||||
Lunch Break(午餐) |
| 12:00 | 13:00 | 1:00 | |
第五章 能力和过程性能 | 过程术语的定义 | 13:00 | 14:30 | 1:30 | |
条件描述 | |||||
建议使用的过程测量 | |||||
过程能力CPK实例 | |||||
双向公差的能力分析 | |||||
单向公差的能力分析 | |||||
过程性能指数PPK,设备 能力指数CMK比较 | |||||
第六章 | P控制图 | 14:30 | 16:15 | 1:45 | |
Np控制图 | |||||
C图 | |||||
U图 | |||||
课程总结 |
| 16:15 | 16:30 | 0:15 | |
| 注: 案例和练习时间以及上下午的课间休息时间(10分钟)包括在内 | 总共培训时长: | 16:00 | ||
注:课堂练习和软件操作结合在SPC的讲解过程中